Founded in 1988, MG America, a subsidiary of Bologna, Italy-based MG2, operates from a 20,000-square-foot facility located in Fairfield, NJ.
The company supplies European-crafted processing, packaging, inspection, and material handling equipment to leading pharmaceutical, nutritional, OTC, and medical device companies throughout the United States, Canada, and Puerto Rico.
MG America, from its New Jersey headquarters, provides a range of services including: sales support; field service; spare parts; and machine trials. The headquarters location includes a clean room for trial testing of customer products, and a technology showroom for demonstrations and customer training.
At this year’s INTERPHEX, MG America showcased its next-generation PLANETA 200 capsule filler along with a sampling of equipment from its new exclusive U.S., Canada, and Puerto Rico supply deal with Italy’s Axomatic covering emulsifying equipment and tube fillers.
Pharmaceutical Processing asked MG America President Fabio Trippodo about the company’s success as it marks its 30th anniversary, along with details of the company’s latest technology, equipment, and services.
Q. What changes have you seen in the pharmaceutical market over the last 30 years and how did MG America respond to those changes?
Fabio Trippodo: On the processing side, as time passes the pharmaceutical industry has demanded increasingly accurate dosages for its products, as well as the precise ability to control proper dosages during and after process completion. MG America has responded to this challenge by continuously improving the accuracy of its capsule fillers dosing system, and by creating integrated weighing verification systems capable of seamless equipment integration.
In addition, requests for more detailed validation documentation and validation support has necessitated an uptick in validation experts within the company. MG America has significantly invested in skilled resources specializing in validation support, and will continue to do so as needs get more and more stringent and exacting.
The trends in packaging equipment predominantly concern versatility. Through the years, the pharma industry has largely moved away from single-format, lone-purpose machinery, instead favoring equipment that can deftly handle a variety of formats and, preferably, serve more than one purpose on a packaging line. MG America has responded by introducing equipment able to handle a vast array of formats, and designed with tool-free changeover features that increase flexibility and reduce line downtime.
Rules and regulations also have significantly impacted machine designs, particularly pertaining to user accessibility, ergonomics, and software/control system simplicity. MG America has embraced the challenge of adapting equipment to the strict parameters set by the pharmaceutical industry, especially those relating to operator and consumer safety.

Planeta 200 continuous motion capsule filler. (Credit: MG America)
Q. Your product portfolio includes capsule fillers, tablet presses, material handling equipment, granulators, check weighing and vision inspection systems, homogenizer mixers, and more. In today’s pharmaceutical market, which of these equipment options seem to be generating the most interest and why?
Trippodo: Despite trends toward more innovative medication formats, oral solid dose products still dominate the North American marketplace. That said, our capsule filling equipment has continued to be extremely popular.
For example, at INTERPHEX this year MG America showcased its next-generation PLANETA 200 Capsule Filler, the latest evolution in a line of well-established continuous motion machines.
The PLANETA 200 produces up to 200,000 capsules per hour, but its primary advantage is its premium flexibility: Its modular design results in a highly configurable platform suitable for a wide array of production requirements, including an ability to fit several dosing units simultaneously, enabling one capsule to be filled with differing products.
Dosing units ascribe to a “no capsule, no dosage” concept, ensuring superior machine cleaning as well as reduction of both product waste and its exposure to the greater processing environment.
The PLANETA 200 also is scalable. It can, for example, initially be configured for medium speeds, then upgraded later for maximum speeds, reaching different performances depending on the number and type of dosing units installed. Its weight control system also can be upgraded post-installation; this includes facets as simple as statistical control of capsule gross weight up to the highly advanced MultiNETT system, which allows in-process net weight checks of each capsule and, in the case of same-capsule dosing combinations each dosed product.
For tablet manufacturers, MG America is a distributor in the U.S., Canada, and Puerto Rico for a line of tablet presses from Germany-based machinery manufacturer kg-pharma. The new relationship marks MG America’s first foray into the North American tablet press marketplace.
The three-machine series is suitable for both R&D and pilot scale production, with the most high-production press, the Futorque X-1, capable of producing up to 108,000 tablets per hour. Each machine features automatic weight regulation by filling depth, and comes with a fully instrumented R&D package including specialized software. Containment also is available on each press.

Primary and secondary packaging. (Credit: MG America)
Q. MG America also offers packaging equipment and integration options. What new trends are you seeing in 2018 in pharmaceutical packaging?
Trippodo: For the past few years, the pharma packaging machinery market has been heavily influenced by looming serialization mandates. Increasingly, manufacturers and CMOs are realizing that successful compliance requires the implementation of additional and/or updated pieces of equipment on each packaging line. With enforcement of the Drug Supply Chain Security Act approaching in November, we expect this trend to continue for the better part of 2018.
Also, in 2018, the introduction of new products will inevitably continue to require increasingly sophisticated packaging lines. The opening of additional manufacturing sites, as well as the relocation or consolidation of others, also will generate new opportunities for packaging equipment providers. Now as always, it’s all about matching machines to evolving needs.
Q. At last September’s PMMI show in Las Vegas, it was noted that packaging was one of, if not THE hottest market for new machinery in the U.S. Do you see packaging machinery as a major growth area over the next few years?
Trippodo: Absolutely. And again, a large section of this is tied into the serialization stretch run. Track and trace is a cost-of-doing-business investment for pharma companies and CMOs and, as they research and ultimately invest in the necessary equipment to assure continued compliance, they are also considering upgrades or additions elsewhere on their packaging lines.
Sometimes, this secondary and tertiary equipment is affected by serialization implementation; sometimes it isn’t. Sometimes the throughput sacrificed for the sake of serialization needs to be made up elsewhere, promoting an investment in a faster cartoner, for example. The point is that the mandate is forcing pharma companies to focus on their packaging lines—which is creating opportunities for pharma packaging equipment suppliers of all shapes, regardless of whether track and trace is their bread-and-butter business.
Q. With the U.S., along with the EU and other markets, under serialization directives now and for the next few years, does that impact your machine development for packaging and other areas of pharmaceutical equipment?
Trippodo: Yes, very much. MG America offers a broad range of equipment designed to support pharmaceutical companies with the serialization/aggregation of cartons and bottles. For example, the ACE-BT300 Coding & Verification Unit is an integrated system for bottle serialization. The machine, which can provide track and trace capabilities as granular as unit-level, can handle round, square, and rectangular bottles from 22-120mm in diameter at a maximum speed of 300 per minute.
Bottle coding on the ACE-BT300 can be performed either bottom-up or -down. Positive bottle indexing and transportation is assured, as serve-driven side belts provide accurate speed management and position control throughout the process. The machine offers single-point adjustment for complete format changeovers, and bottle rejection is performed via linear motor-driven shaft.
Moving forward, an increasing number of packaging machines will need to come with this type of vision system technology standard in order to be viable for use in the pharma industry. Necessity has become the mother of innovation.

Filling equipment. (Credit: MG America)
Q. At INTERPHEX 2018, MG America highlighted new equipment. Can you briefly explain the key features of the new equipment and what it brings to the market?
Trippodo: MG America was recently named the exclusive supplier of Axomatic’s lineup of emulsifying equipment and tube fillers for customers in the U.S., Canada, and Puerto Rico. The deal gives the Italy-based Axomatic a strong North American sales and service team for its Axomix Undervacuum Homogenizer Mixers, as well as its Axo series of Tube Fillers. Selections from this series made their U.S. debut at this year’s INTERPHEX.
Axomatic’s Axo series is a set of solid, flexible tube filling and sealing machines dedicated to the manufacturing of laminate or metal tubes for pharmaceutical, cosmetic, and food applications. Featuring fast and easy changeover, the equipment line offers production speeds ranging from 30 to 210 tubes/min. Product feeders for both semi-solids and liquids are available.
The Axomix portfolio of undervacuum homogenizer mixers are geared to a variety of industries in which cream products are produced, including food, health and beauty, personal care, and pharmaceuticals/nutraceuticals. Also known as turbo-emulsifers, the machines feature a special triple coaxial agitation system for the reliable production of creams, milk, gels, balms, lotions, ointments, and toothpastes.
The five machines in the Axomix line of emulsifiers span production capacity from R&D through high volume manufacturing; the group’s largest machine can blend up to 6,000 liters of product. Each can be constructed with a bottom-driven turbine, top-driven turbine or both, with the combined action of counter-rotating blades and fast-homogenizing turbines resulting in excellent final emulsions.
The Axomix line’s undervacuum system allows raw materials to be incorporated into the final product without air, and all parts that come in product contact are comprised of AISI 316L stainless steel. Product heating and cooling phases are controlled by user-friendly software, and Allen Bradley components are available.
A sixth emulsifier, called the MiniMix, is a table-top unit intended for ultra-customized, small batch needs. Finally, MG America also will offer a pair of supplementary Axomatic melting machines. Outfitted with either a mixing anchor or propeller, the melters are heated by diathermic oil, water, or steam.
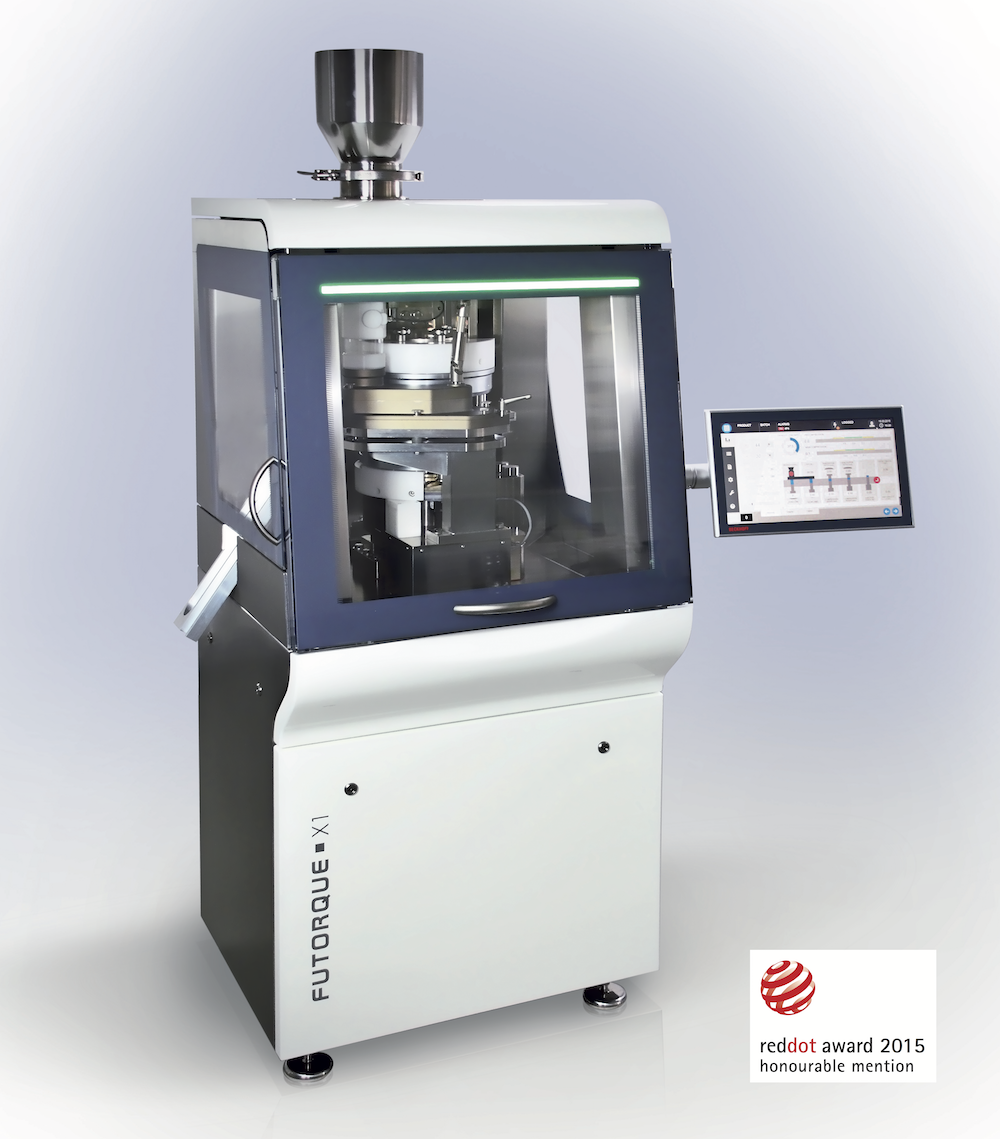
Futorque tablet press. (Credit: MG America)
Q. Are all of the MG America systems produced in Bologna, Italy, and shipped to North America, or are there some manufacturing sites here as well?
Trippodo: All MG America equipment is manufactured in Europe (several sites in Italy and one site in Germany).
Q. Please tell us about your facility in Fairfield, NJ. What are some of the prime services offered from that headquarters base?
Trippodo: Most of MG America’s sales team is based in Fairfield, as well as most of the after-sales and service teams. Spare parts also are stored at the Fairfield headquarters.
Q. When it comes to field support, does MG America offer a program of ‘predictive maintenance’ to alert clients of equipment service needs so that minor service adjustments don’t develop into bigger issues?
Trippodo: Yes. MG America offers predictive maintenance service in which after-sales technicians work closely with customers to determine if service, updated software, or spare parts are needed to ensure proper machine functionality.

MG America headquarters office in Fairfield, NJ. (Credit: MG America)
Q. How closely does the company work with clients when new machinery is purchased? For example, are meetings held first to determine precise needs, with an eye toward possible future upgrades as the market evolves?
Trippodo: MG America’s sales team offers years of experience in the pharmaceutical market, and is trained to understand and elaborate customers’ requests. With the support of product managers based at each factory, all projects are thoroughly evaluated and analyzed, before the solution is discussed in person with the customer. The process continues until the line equipment is completely installed, integrated, and fully operational at a customer’s site—a process that typically includes several in-person meetings to review project specifications, discuss options, and adapt the solution to any change-in-scope determined along the way.
Generally, MG America’s equipment is designed to work with various formats and at different speeds, and are therefore inherently designed with future upgrades in mind.
Q. Does MG America offer training services for new equipment? Are those held in Fairfield? Are on-site training programs also offered?
Trippodo: Absolutely. MG America offers at-factory, in-house, and on-site structured training programs, supported by dedicated documentation and interactive material for trainees.
Q. Today software is available that quickly collects, assembles, and analyzes data from across an entire company spectrum for better and faster analysis. Do MG systems now communicate directly with such software programs or is that an area of possible interest over the next few years?
Trippodo: MG America has been using this kind of software for quite some time now, and recently upgraded to a new CRM platform that allows full analysis of each company’s areas (sales, after-sales, service, etc.).
__________________________________________________________________________________
An earlier version of this article can be found in the INTERPHEX 2018 Show Daily: Wednesday, April 18.
Follow us on Twitter and Facebook for updates on the latest pharmaceutical and biopharmaceutical manufacturing news!


