There is an unmet need in the CDMO marketplace, says Avista Pharma Solutions: stand-alone process chemical development support.
With 200,000 square feet of laboratory and manufacturing space, contract testing, development, and manufacturing organization Avista Pharma Solutions provides services from early drug development and drug product manufacturing to stand-alone analytical and microbiology testing support for the pharmaceutical, animal health, and medical device industries.
“All told, we are about 250 people strong,” said Timothy Compton, Vice President of Sales at Avista Pharma Solutions. “We have two CMC development and manufacturing facilities in Durham, North Carolina and Longmont, Colorado. Our Longmont site also offers oral solid dosage drug product development and manufacturing in addition to API development and manufacturing.
“In Durham, we have a discovery team with a unique anti-parasitology screening platform, which supports human and animal health industries. Our third location in Agawam, Massachusetts is dedicated to microbiological analysis, analytical testing and cleanroom services.”
Avista specializes in programs from early candidate selection through optimization and clinical supply of both API and drug product, supported by comprehensive analytical and formulations capabilities.
“Our multi-facility setup enables us to provide our clients with an extremely diverse set of capabilities no matter where they are,” said Compton. “We have made the process seamless through harmonization of quality systems, LIMS, project management, etc. Depending on the drug load and market size, we can support those same programs through commercial launch.”
In phase I, II, and III trials, Avista assesses and provides “phase-appropriate qualification of analytical methods, GMP step-count strategies, and fit-for-purpose formulations,” Compton explained. Additionally, for later stages, the company conducts CPP/Fate and Purge Studies and process validation batch manufacturing support.

Christopher Lee, Analytical Services Scientist, performing drug product dissolution testing. (Top image: Bharathi Pandi, Ph.D., Sr. Research Scientist, and Jessica Meidinger, Analytical Services Scientist, utilizing Orbitrap LC-MS equipment.)
Client Programs
“At the onset of our programs, which all start without delay following contract acceptance, our clients receive a communication plan with transparency to the entire team and their respective contact information,” said Compton.
For each client program, Avista assembles a multidisciplinary team, ranging from analytical and process chemists to manufacturing experts and quality assurance.
“Every project and partnership is unique, and we treat them as such,” said Compton. “There are no typical programs, so our clients are not treated with a one-size-fits-all mentality.
“The Avista team’s vast experience brings value to the client from day one in generating a comprehensive proposal, often identifying success opportunities well beyond those in the request for proposal. It’s critical to know what success needs to look like for each unique partnership so we work in tandem towards those goals.”
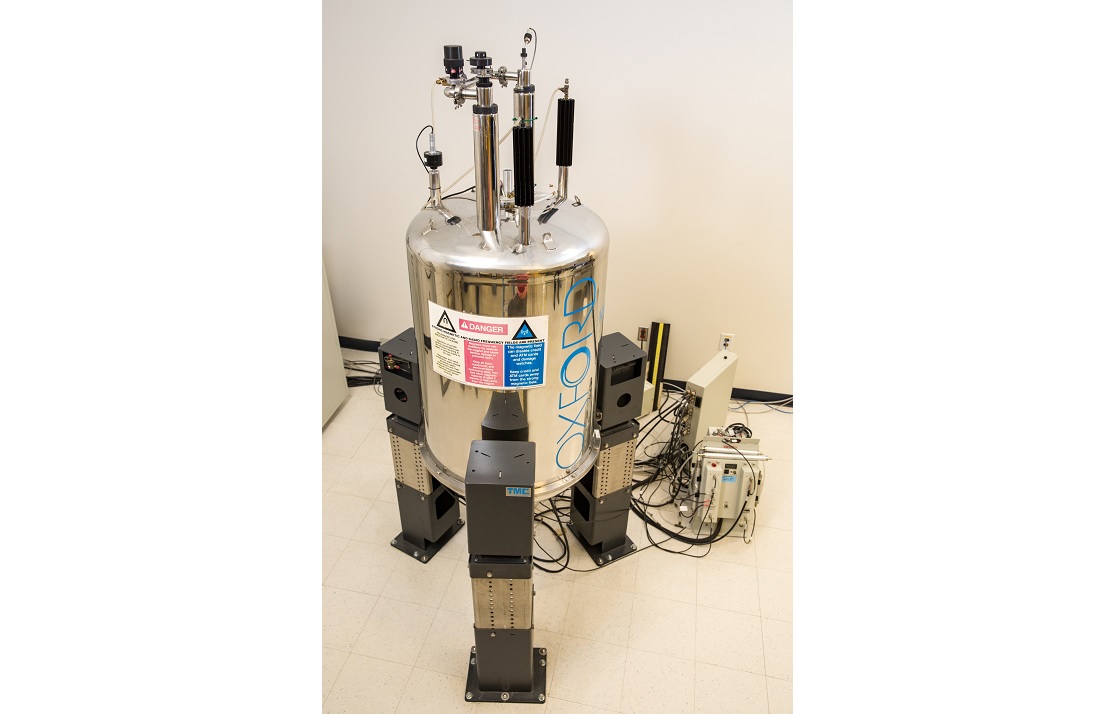
Durham’s 500MHz NMR spectrometer, which is utilized primarily for structural chemistry projects.
Process Chemistry Development Support
According to Compton, there is an unmet need in the CDMO marketplace, which is a stand-alone process chemistry development support.
“We have a number of client programs that require dedicated development chemist experts for three, six, and 12 months to support route optimization, scale-up and impurity synthesis,” said Compton. “Again, every program is unique, and challenges are different depending on the program. The challenge has been timing in some occasions, and we’ve worked with our clients to develop the most efficient batch strategy to supply API and drug product for fast-tacked clinical studies.”
However, this unmet market need has also provided its own obstacles.
“Other challenges have included starting with medicinal chemistry routes, which require development and optimization to a route that’s scalable, safe on scale, efficient, and/or eliminates undesirable solvents, chromatography, hydrogenation, etc. We think of the end game early to develop a safe and scalable route with crystallization purification whenever possible,” said Compton.
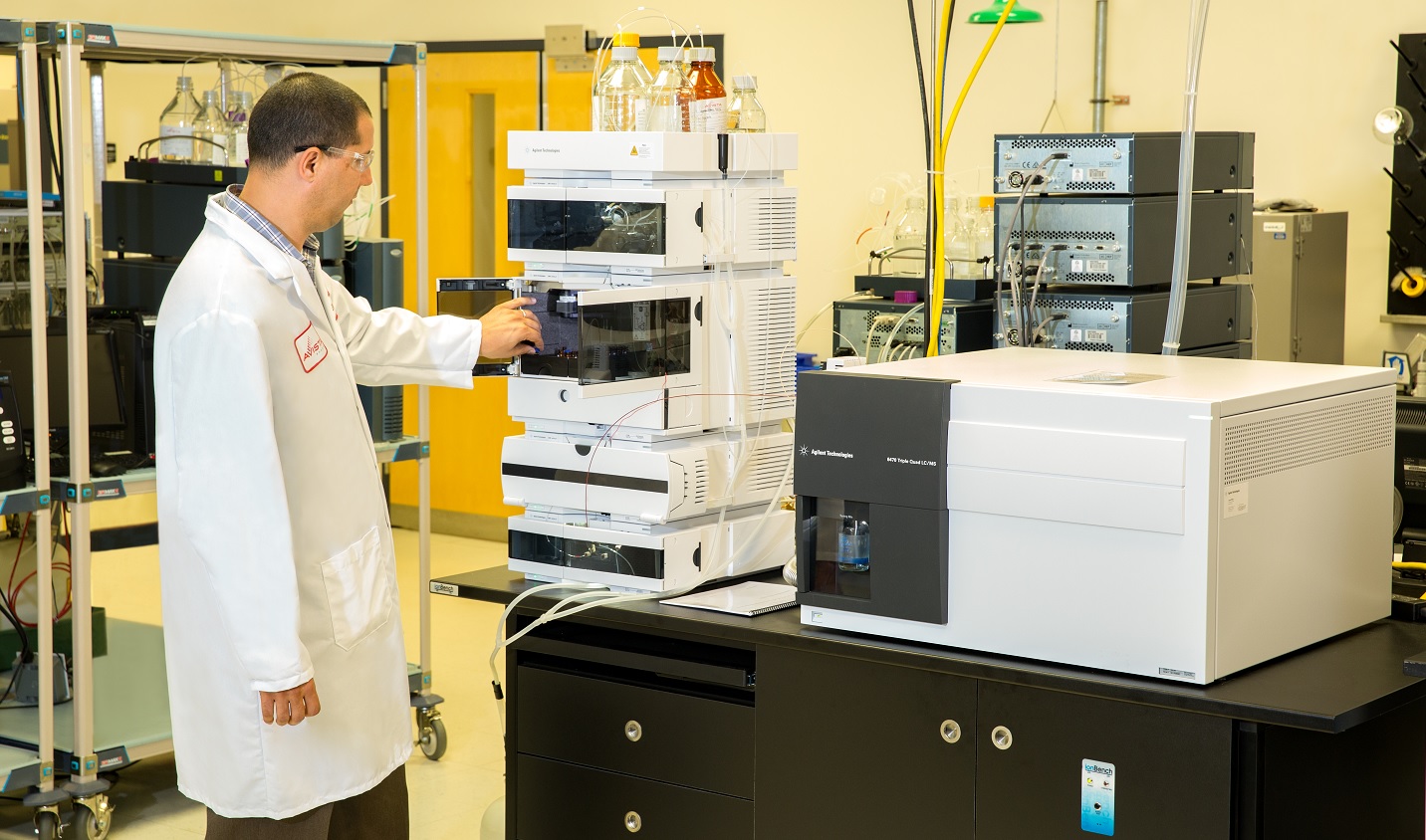
Elliott Franco, Ph.D., Associate Director, Analytical Services, loading samples into the Agilent LC-tandem quad MS.
Focusing In
“Our focus is on early development, challenging chemistry, and smaller-scale,” Compton explained, adding that the company is not equipped for large-scale commercial manufacturing due to the size of our largest GMP reactors (200-L). “However, smaller markets and rare disease indications are a great niche for us on the commercial scale.”
Avista does not handle beta lactams, steroidal hormones, or SafeBridge level 4 materials at its manufacturing facilities at any scale.
Routine and complex programs, on the other hand, has been an area where the company continues to excel.
“Some of the specialized equipment in our GMP facilities are LC/MS/MS and LC-ToF, Orbitrap and NMRs. This equipment, combined with our highly skilled analytical chemists, makes us an ideal partner on routine and complex programs,” said Compton. “An example of a complex program is impurity identification, where our process chemists work in tandem with our analytical chemists to not only identify on paper, but also synthesize the impurity to confirm its accurate identity.”
In addition, Avista has not only GMP manufacturing operations but non-GMP as well.
“Success for our clients with non-GMP manufacturing is the efficient and cost-effective delivery of impurity standards, reference markers, starting materials, early intermediates, and non-GMP API to support pre-clinical toxicology studies. GMP manufacturing relates specifically to our small molecule API synthesis to support clinical and commercial drug products,” Compton explained.

Jeff Adams, Ph.D., Process Chemistry Director, and Ahmed Abrahim, VP of Business Development.
Looking Ahead
“As a CDMO, we do things a little differently—while we have a full range of services and the best minds in the industry, we believe that success goes beyond our scientific expertise. We take a collaborative approach to each initiative, working side by side with our clients to find the shortest, most efficient path through every stage of development,” said Compton. “That approach makes us a partner to our clients, and they rely on us to move their products forward quickly, no matter where we enter the process.”
According to Compton a one-size-fits-all solution cannot sustain long-term success. He adds that “there is a need for deeper collaboration and partnership between CDMOs and their clients.”
As a company, Avista places a high value on partnership.
“That means we get to work together with our clients to solve some extremely complex problems,” said Compton. “Sorting through the next big challenge is what gets us out of bed every morning. We do it every day in various programs, from small to large, and it is truly exciting to be part of.”
The company intends to continue growing its expertise.
Currently, Avista is focusing on the implementation and expansion of new LIMS across all three facilities.
Compton added: “As scientists, continual improvement is in our DNA.”
About Avista Pharma Solutions
Avista Pharma Solutions is a CDMO encompassing over 200,000 square feet of laboratory and manufacturing space across three locations (Agawam, MA – Durham, NC – Longmont, CO). Avista understands what it takes to rapidly advance products through every stage of development. We know that helping our clients succeed goes beyond scientific expertise. By taking a collaborative approach led by our broad experience, we are more responsive and committed to finding the shortest, most efficient path to success. For more information about all of our leading services and pharma solutions, please visit our website at www.avistapharma.com.
About Tim Compton, VP of Sales, Avista Pharma Solutions
Timothy is an industry professional with a successful track record in R&D, sales team management, business development, and corporate marketing. Tim’s first 10 years of his career were in research and development (R&D) developing oncology diagnostics and advancing novel pain therapeutics with Atairgin Technologies and Kadmus Pharmaceuticals, respectively. Following his successful tenure at the bench, Tim took on increasing roles of responsibility within business development at Baypoint Biosystems, Irvine Pharmaceutical Services, and as Executive Director of Business Development at AAIPharma Services. He led the sales team at AAIPharma, which more than doubled annual sales and brought over 500 new clients to the company, and he led the company’s corporate marketing initiatives.
This cover story can also be found in the September/October 2017 issue of Pharmaceutical Processing.
Follow Pharmaceutical Processing on Twitter, Facebook, and LinkedIn and subscribe to our YouTube channel for updates on the latest pharmaceutical and biopharmaceutical manufacturing news!



